Affutage des mêches - Radio club du Nord de la France
Menu principal :
- Page d'accueil
- INFOS ET IMAGES
- Historique
- Manifestation
- Vie du club
- TECHNIQUE
- ANTENNES
- Bidouille
- Informatique
- Divers
- Liens
- LIVRE DOR
- Radio sdr ham
Affutage des mêches
L'affûtage des mèches
Affûtage des mèches, par Patrick F6HSJ
L'affûtage des mèches ne se fait pas par hasard.
En fonction du mètal à percer la tête des mèches ne doit pas être la même.
Nos anciens le savaient et en tenaient compte.
Le travail en est tout à fait différent.
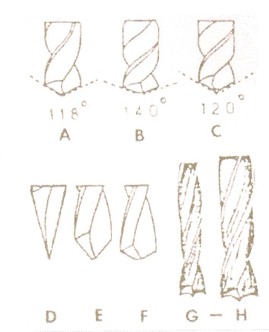
Pour les mèches courantes:
Pour le fer et l'acier, l'angle de coupe doit être de 118 degrés (repére A)
Pour l'alu, il doit être de 140 degrés (repére B)
Pour le cuivre de 120 degrés (repére C)
Pour les mèches spéciales:
Pour la bakélite et les plastiques, la vrille de la mèche doit être beaucoup plus lâche, et la rotation plus lente (repére d).
Pour le marbre, la vrille et aussi plus lâche et l'angle de 85 degrés (repére E)
Pour l'ardoise, le charbon, les pyrites, on utilisera la même mèche que pour le marbre (repére E).
Pour le laiton et le bronze, on utilisera là aussi une mèche dont la vrille sera plus lâche, avec un angle de coupe de 130 degrés (repére F)
Pour les tôles fines, un affutage semi convexe de chaque coté.